В данной статье рассматривается метод самостоятельного производства печатных плат с высоким разрешением. Подчеркивается, что применение лазерного принтера для создания качественного фотошаблона в сочетании с новыми светочувствительными материалами и современными источниками ультрафиолетового излучения вместо традиционных подходов позволяет значительно сократить как время, так и затраты на изготовление печатных плат. Описанная методика предоставляет разработчикам электронных устройств, основанных на актуальных элементах, возможность существенно уменьшить сроки разработки и снизить ее стоимость за счет ускоренного процесса и значительной экономии на производстве печатных плат.
В современных условиях наблюдается ощутимая тенденция к уменьшению размеров компонентов для поверхностного монтажа, таких как резисторы, конденсаторы, индуктивности, транзисторы, диоды и интегральные схемы. Ранее на печатных платах доминировали компоненты формата 0603 (1,6×0,8 мм), но сейчас производители предлагают более компактные варианты, такие как 0402 (1,0×0,5 мм), 0201 (0,6×0,3 мм) и даже 01005 (0,4×0,2 мм). Кроме того, расстояние между контактами современных микросхем может составлять всего 0,4 мм, в то время как размер выводных площадок достигает 0,25 мм.
В настоящее время массовое производство печатных плат с высоким разрешением, позволяющим использовать компоненты для поверхностного монтажа, не представляет значительных трудностей. Однако что делать разработчику, которому необходимо создать небольшую плату или адаптер для макетирования устройства с применением современных SMD-компонентов? Один из возможных вариантов — обратиться в компании, которые могут профессионально изготовить такие платы с требуемым разрешением. Тем не менее, такой подход может быть довольно затратным и занимает много времени. Другой вариант — самостоятельно изготовить плату. Автор считает, что этот метод является более быстрым и экономичным, однако высокий уровень разрешения для проектируемой печатной платы требует строгих условий к разводке, созданию фотошаблона с высоким разрешением и самому процессу изготовления плат.
На сегодняшний день отсутствуют проблемы с разводкой аналогичных печатных плат, так как существует множество программ, облегчающих этот процесс и позволяющих достичь необходимого разрешения. Одной из таких программ является Sprint LayOut 6.0, которую использует автор; она делает разводку достаточно простой и быстрой, что и отражено в её названии. Однако изготовление фотошаблона и самой платы представляет собой более сложную задачу.
Автором были выпущены несколько работ на данную тему (см. список литературы), однако на сегодняшний день многие из них уже сильно устарели. Кроме того, сейчас имеется множество новых идей и концепций, которые не отражены в произведениях автора. Наконец, информация, представленная в опубликованных материалах, зачастую является фрагментарной и неполной.
В данной статье автор стремится собрать воедино все данные о процессе самостоятельного создания печатных плат, чтобы предоставить читателю наиболее исчерпывающую информацию.
В статье также содержится информация о том, как без повреждений снять микросхемы для поверхностного монтажа с платы, чтобы использовать их повторно.
Изготовление фотошаблонов
Для создания фотошаблона для печатной платы подойдет любой недорогой лазерный принтер или многофункциональное устройство (автор использовал МФУ hp LaserJet 3015). Печатать необходимо на специальной прозрачной пленке, которая чаще всего доступна в формате А4 (297×210 мм, или примерно 30×21 см). Если плата небольшая, например, длина не превышает 10 см, то для экономии материала целесообразно разрезать пленку на три равные части, каждая из которых будет шириной 10 см и длиной 21 см. Этот формат соответствует конверту Monarch. Для разводки плат автор применяет известную программу Sprint LayOut 6.0. Важно печатать фотошаблон в двух экземплярах, чтобы выбрать лучший, так как нередко на шаблон могут попасть микроскопические частицы пыли или волоски, что приведет к недостаткам. Если длина разводимой платы составляет не более 5 см, то на пленке формата конверта Monarch поместится два изображения, которые следует отделить друг от друга на расстоянии 4–5 мм. В противном случае изображения необходимо распечатывать друг под другом с расстоянием 15–20 мм.
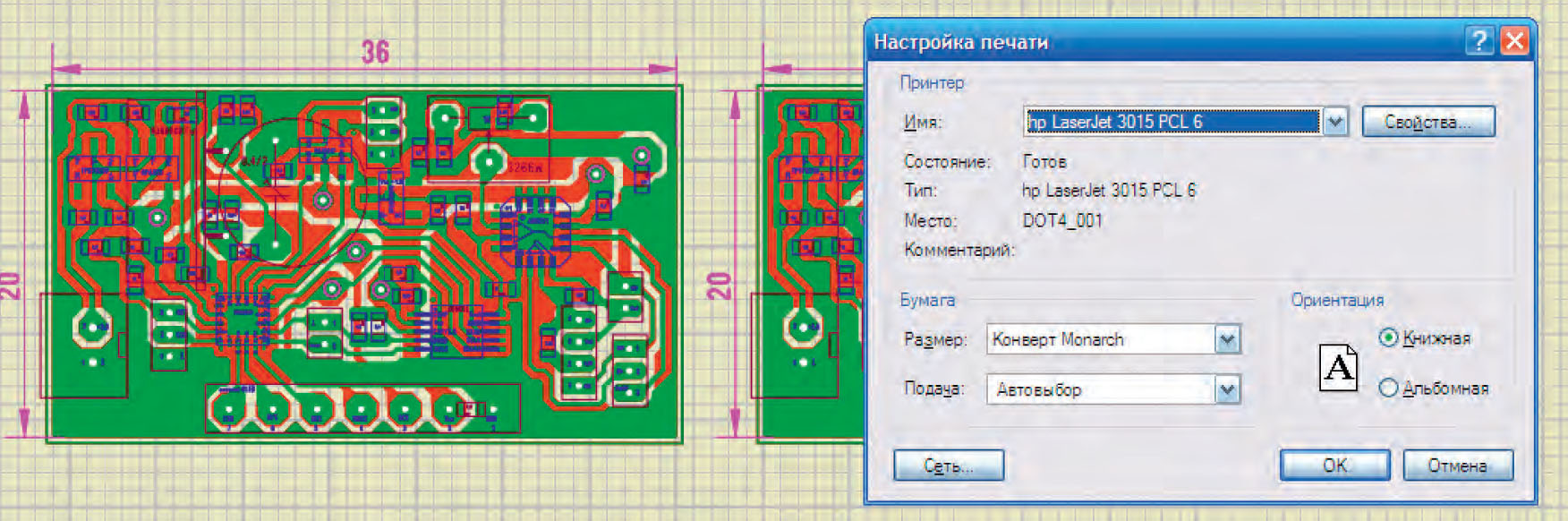
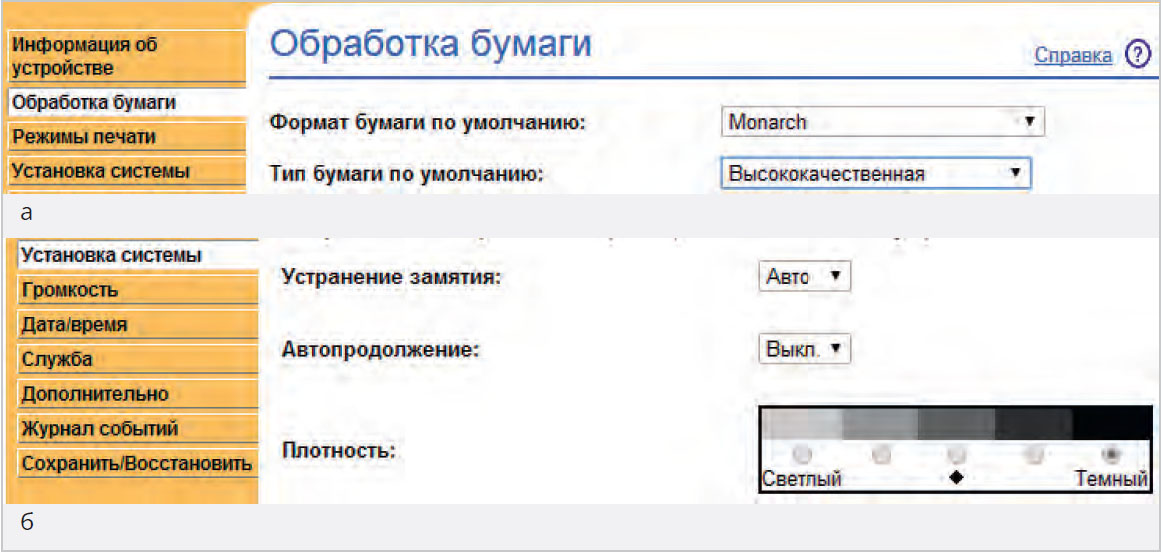
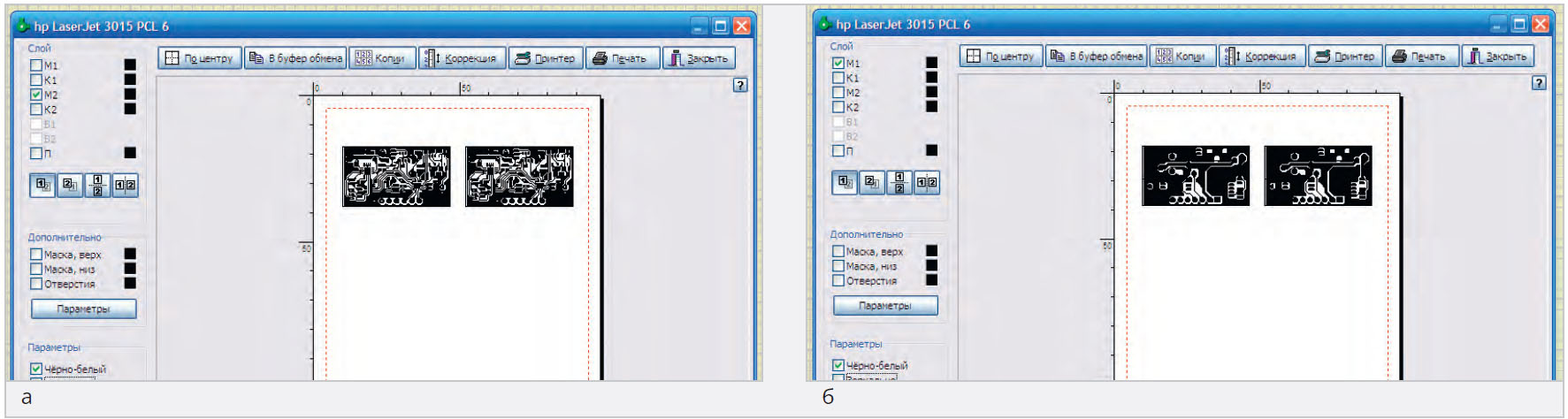
Перед началом печати в меню принтера (см. рис. 2) необходимо установить формат (Monarch), выбрать максимальное разрешение печати (Высококачественная) и установить наивысшую плотность тонера (Тёмный). В большинстве других моделей принтеров аналогичные параметры также доступны, но могут иметь иные названия.
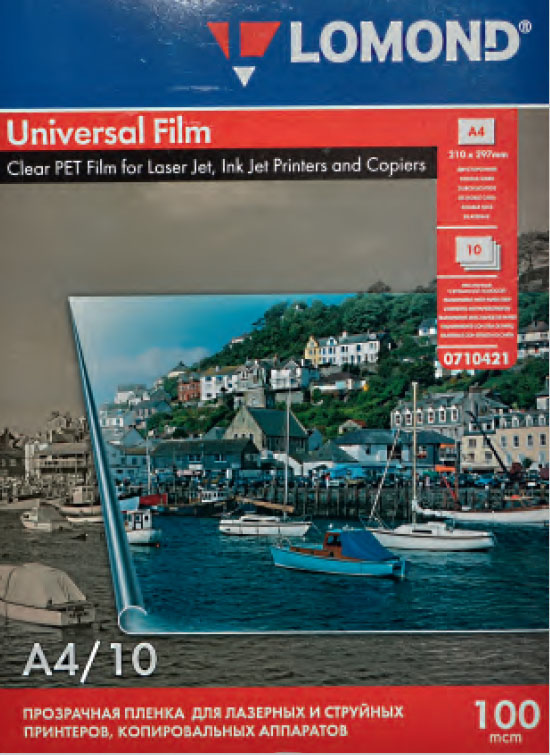
Выбор конкретной марки прозрачной плёнки имеет важное значение. Автор провел ряд экспериментов с различными типами прозрачных плёнок, предназначенных для печати на лазерных и струйных принтерах. Плёнки для лазерных принтеров обычно обладают очень гладкой, практически зеркальной поверхностью, что вызывает две проблемы при использовании недорогих лазерных моделей. Первая проблема заключается в том, что тонер плохо прилипает к таким гладким плёнкам, поскольку печка для спекания тонера создана для работы с бумагой. При печати на плёнке тепло оказывается недостаточным, что приводит к образованию пропусков в изображении (особенно на участках с высокой плотностью), что вызывает брак. Вторая проблема связана с низким давлением, приложенным к плёнке при прохождении через валки в экономичных принтерах, которые также настроены на работу с менее гладкой бумагой. В результате плёнка может проскользить, что также приводит к дефектам. По мнению автора, лучшим вариантом является универсальная прозрачная плёнка Lomond 0710421, созданная для печати как на лазерных, так и на струйных принтерах. Одна из сторон данной плёнки, предназначенной для использования с струйными принтерами, покрыта желатином и имеет шероховатую текстуру, напоминая мелкую наждачную бумагу. Это позволяет предотвратить скольжение плёнки даже при незначительном давлении на валках принтера, что способствует точной фиксации и обеспечивает высокое качество печати. В отличие от этой стороны, вторая имеет менее гладкую поверхность по сравнению с плёнками для лазерных принтеров и больше напоминает кальку. Благодаря этой текстуре тонер прочно прилипает к плёнке, даже при минимальном нагреве в печи, что исключает возможность появления пробелов или недостатков в изображении.
Очевидно, что при использовании профессиональных принтеров, обеспечивающих надёжный притяжной контакт плёнки с валками и значительно повышенную температуру нагрева, возможно применять любые прозрачные плёнки для лазерной печати. В таких условиях два упомянутых ранее негативных эффекта отсутствуют (это было проверено автором).
Сторону платы, на которой расположены SMD-компоненты (слой М2), необходимо напечатать в масштабе 1:1, выбрав опции «зеркально» и «чёрно-белый». При этом следует оставить отступ от верхнего края плёнки в пределах 13–15 мм (см. рис. 4а). Обратная сторона шаблона (слой М1) также подлежит печати в масштабе 1:1, но с настройками «не зеркально» и «чёрно-белый», при этом от верхнего края плёнки необходимо отступить на те же 13–15 мм (см. рис. 4б).
Когда обе части шаблона будут напечатаны, необходимо использовать ножницы, чтобы аккуратно вырезать изображения, оставляя сверху и снизу от 13 до 15 миллиметров.


Далее следует максимально увеличить плотность тонера. Для этого необходимо приобрести герметичный контейнер (например, для хранения пищи), мыльницу и решетку для раковины, из которой нужно вырезать кусок нужного размера (см. рис. 5). Все перечисленные предметы должны быть сделаны исключительно из полипропилена или полиэтилена, чтобы они не растворялись в атмосфере вещества, предназначенного для разжигания тонера и повышения его плотности. Опыт автора показывает, что наилучшим растворителем для данной цели является дихлорметан (хлористый метилен, метиленхлорид) – см. рис. 6. Это вещество отличается высокой летучестью, быстро испаряясь и формируя необходимую атмосферу в контейнере. Оно безопасно для здоровья, обладает легким запахом, напоминающим ацетон, и применяется в пищевой промышленности для производства растворимого кофе, экстрактов хмеля, а также в косметике для создания парфюмерии. По своей растворяющей эффективности дихлорметан значительно превосходит более распространённый дихлорэтан, который является токсичным и имеет резкий запах. Например, 1 час выдержки в дихлорметане равен 3–4 часам в дихлорэтане. Кроме того, дихлорметан стоит около 300 рублей за 0,5 л, что на 1,5 раза дешевле дихлорэтана (более 450 рублей за тот же объем).
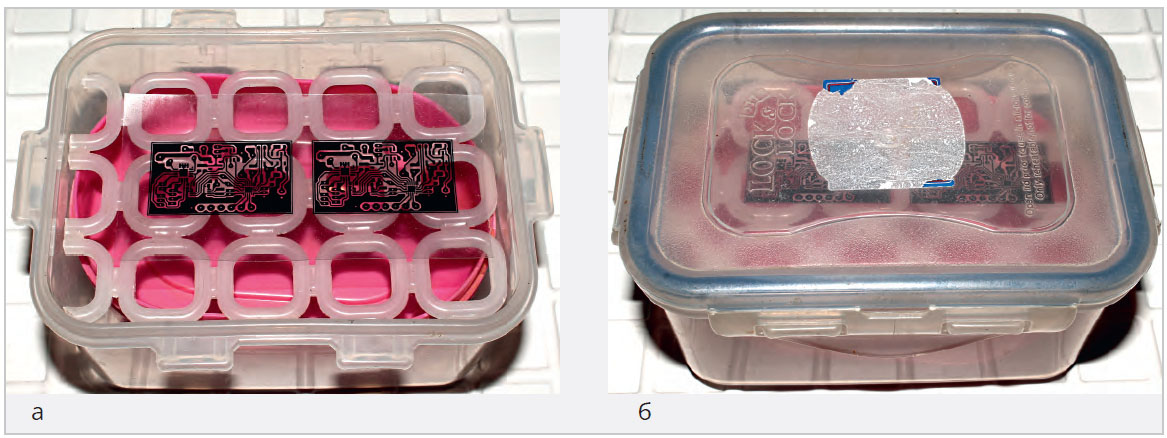
После того как на плёнку будет распечатано по два экземпляра фотошаблона для каждой стороны, необходимо их вырезать. Затем в мыльницу залить дихлорметан на глубину 5–7 мм и установить решётку, на которую кладем плёнку с изображением (рис. 7а). Закройте контейнер плотно крышкой и защёлкните её в соответствующие пазы (рис. 7б). Оставьте контейнер при комнатной температуре примерно на час. После этого осторожно откройте его, чтобы не разлить дихлорметан, возьмите плёнку за край пинцетом, избегая прикосновения к изображению, и разместите её на ровной поверхности. Чтобы плёнка не скручивалась, прижмите её с обеих сторон тяжелыми предметами (рис. 8) и оставьте при комнатной температуре как минимум на час. Аналогичные действия выполните и с другой стороной фотошаблона.
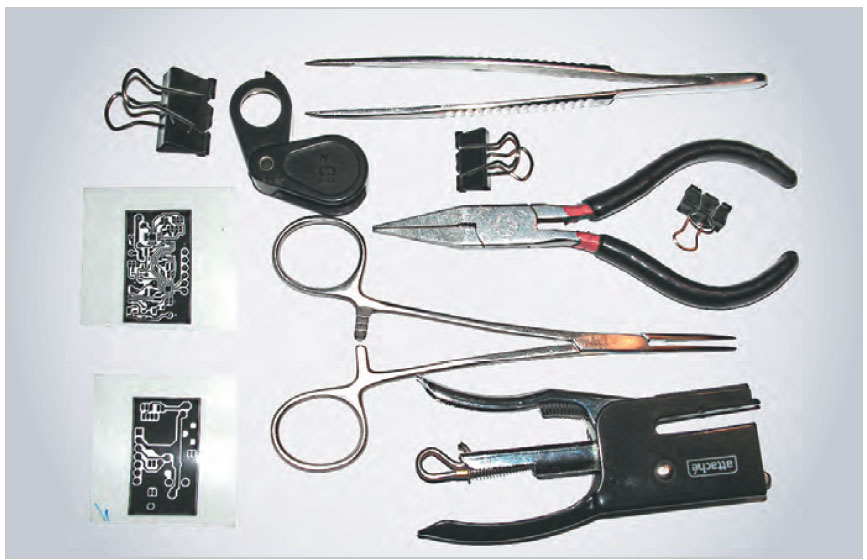

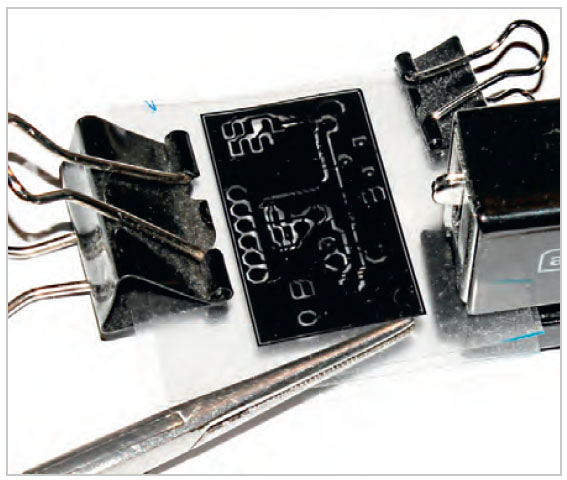

Затем из двух копий каждого фотошаблона требуется выбрать самый подходящий вариант, внимательно изучив их с помощью увеличительного стекла с 10-кратным увеличением, и аккуратно вырезать его ножницами. Также понадобится подготовить несколько инструментов: канцелярские зажимы, медицинские зажимы (корнцанги), маленькие плоскогубцы, пинцет и степлер с рычажным механизмом (см. рис. 9). В дополнение к этому, необходимы паяльные очки с диоптриями +2…+3 (см. рис. 10).
Надев очки, необходимо как можно точнее совместить оба изображения внутри шаблонов с напечатанной стороной, закрепив их в начале с помощью канцелярских зажимов. Затем, удерживая один из краёв соединённых шаблонов корнцангом, чтобы избежать смещения пленок, следует удалить канцелярский зажим и зафиксировать это место степлером (рис. 11). Аналогичную операцию нужно выполнить на всех четырёх сторонах фотошаблона. После этого, удерживая область шаблона рядом с соответствующей скобой корнцангом, распрямите эту скобу с помощью плоскогубцев, то есть сплюсните её углы. Эту процедуру нужно провести с каждой скобой, после чего получится готовый фотошаблон (рис. 12).
Перенос изображения с фотошаблона на заготовку печатной платы
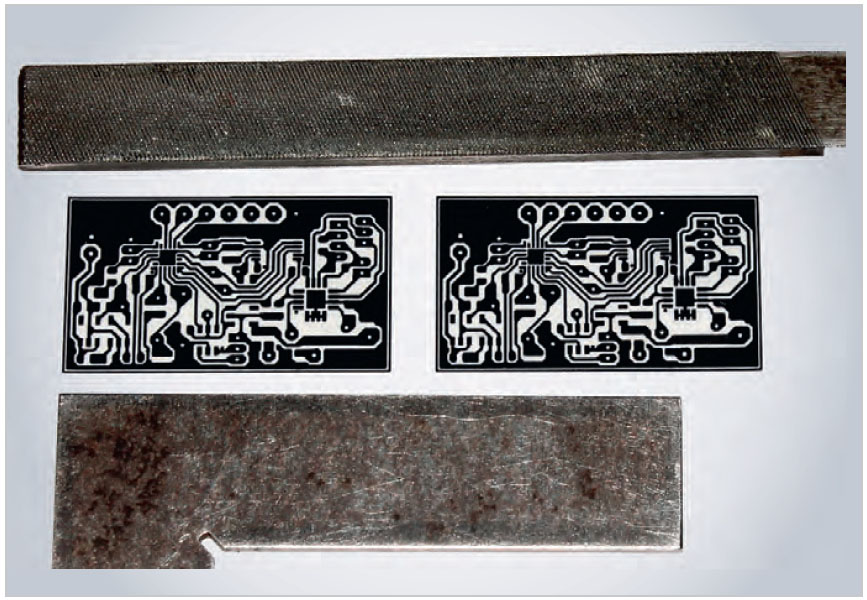
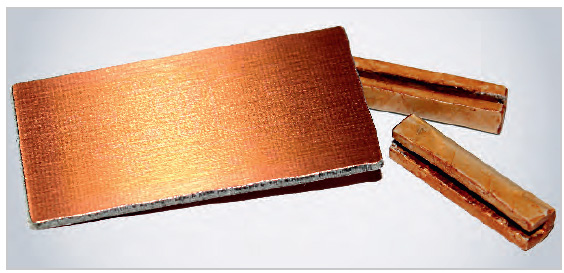
Для изготовления платы автор применяет двусторонний стеклотекстолит от компании Bungard, у которого на каждой стороне имеется медное покрытие толщиной 0,035 мм. На него нанесён светочувствительный лак, а поверх него размещена специальная липкая защитная пленка (рис. 13). Заготовка нужного размера вырезается с помощью обычного ручного лобзика, а для удаления заусенцев используется напильник (№ 3) с тонким шагом. В дополнение потребуется также напильник (№ 2) с более крупным шагом (рис. 14). Ширина заготовки должна превышать ширину платы на 2–3 мм по каждой стороне, а длина — на 5–6 мм с обеих сторон.
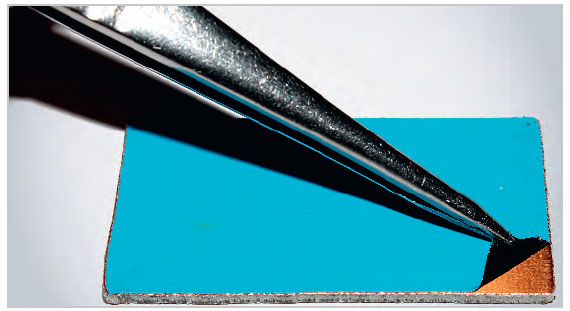
После того как заготовка вырезана и обработана от заусенцев, следует осторожно подцепить угол защитной пленки иголкой и с помощью пинцета аккуратно снять её с каждой стороны, избегая контакта с светозащитным лаком, т.е. держать заготовку исключительно за боковые грани (рис. 15). Затем заготовку нужно установить в фотошаблон таким образом, чтобы с каждой узкой стороны оставалось по 5–6 мм до края рисунка (рис. 16).
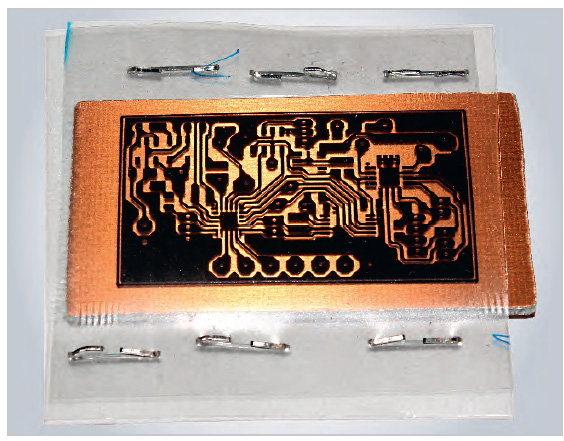
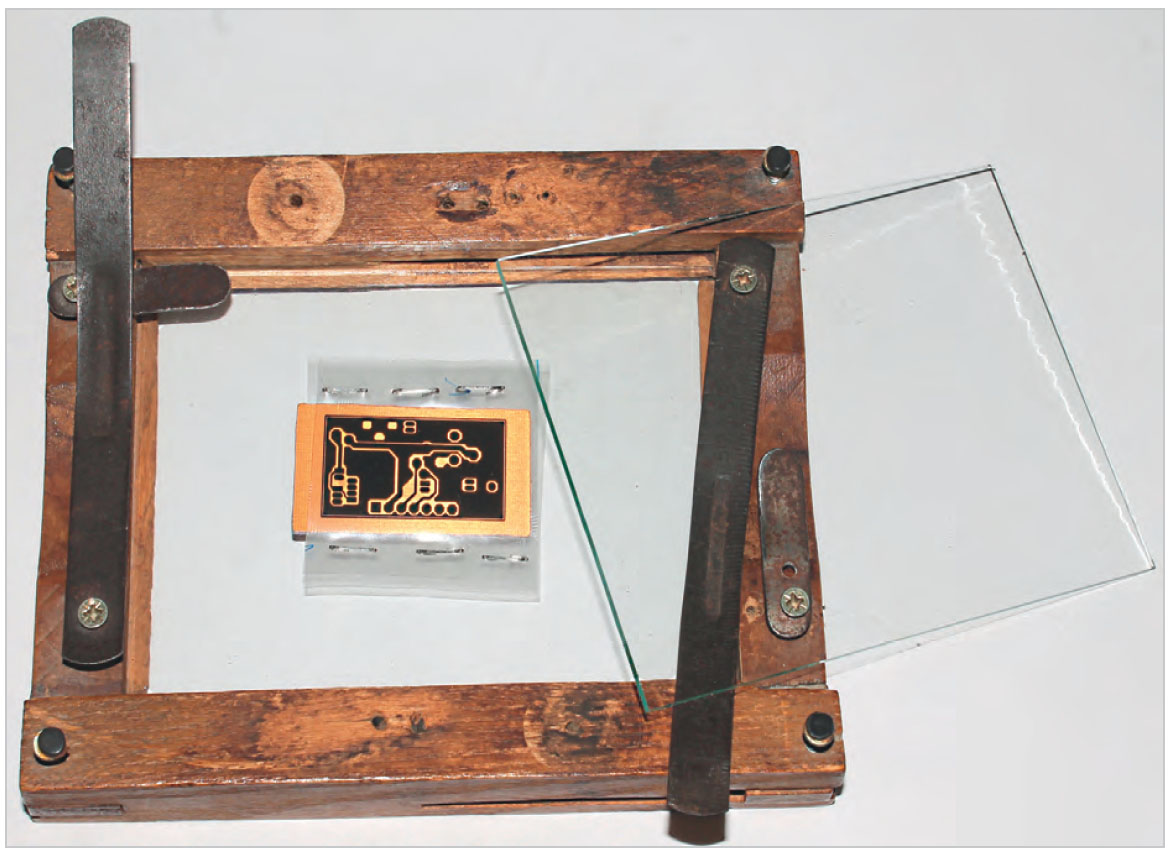

Чтобы надежно зафиксировать фотошаблон на заготовке с обеих сторон, автор применяет специализированную рамку для контактной печати изображений с фотопластинок и плоских пленок формата 9×12 см, имеющую два стеклянных листа. На нижний стеклянный лист укладывают фотошаблон вместе с заготовкой (см. рис. 17), после чего накрывают его вторым стеклом, и затем конструкция зажимается с помощью двух стальных пружинных полосок. Это обеспечивает плотное прилегание каждой стороны фотошаблона к соответствующей стороне заготовки (см. рис. 18).
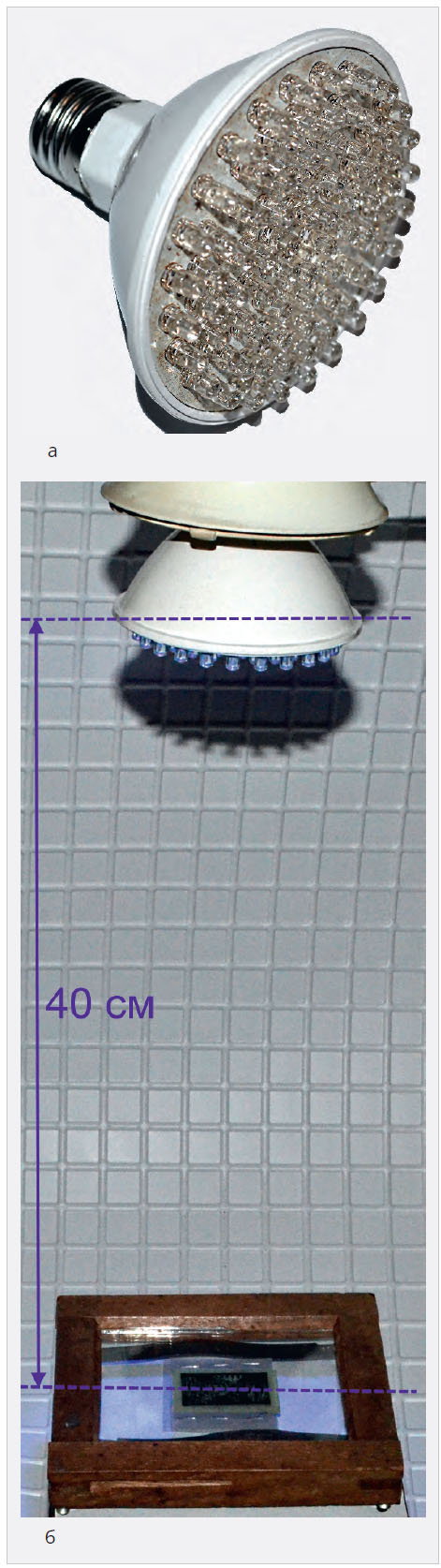
В следующем этапе осуществляется облучение заготовки с фотошаблоном с применением ультрафиолетовой лампы. В данном случае автор выбирает светодиодную ультрафиолетовую лампу модели LDHH1621B с цоколем Е27, обладающую мощностью 6 Вт и состоящую из 100 светодиодов, размещенных по кругу (см. рис. 19а). Лампа устанавливается в патрон осветительного прибора, который оборудован пантографом или другим механизмом, позволяющим регулировать расстояние до освещаемого объекта.
Экспонирование осуществляется с расстояния 40 см от рамки (см. рис. 19б). Сначала одна сторона рамки подвергается экспонированию в течение 2 минут, после чего рамка разворачивается на 180° и продолжается экспонирование еще на 2 минуты. Затем рамка переворачивается, и аналогичный процесс повторяется для второй стороны. В результате каждая сторона получает 4 минуты экспонирования. Поворот рамки необходим для устранения неравномерностей освещения, вызванных не совсем точной перпендикулярностью светового потока к плоскости рамки.
После завершения экспозиции, с помощью пинцета аккуратно извлекают заготовку из фотошаблона, избегая контакта с её поверхностями, то есть, удерживая заготовку только за боковые грани. Чтобы предотвратить прикосновение основания заготовки к дну кюветы во время проявления (и травления), на две боковые стороны необходимо установить специальные зажимы. В этой роли автор использует два отрезка пластикового П-образного профиля, которые крепко надеваются на две узкие стороны заготовки, обеспечивая надежную фиксацию (см. рисунок 20).

В качестве проявителя автор применяет средство для чистки труб под названием «Крот», которое также известно как «Укротитель засоров». Это продукт представляет собой концентрированный раствор каустической соды (см. рис. 21а). Для приготовления проявителя автор использует крышку от бутылки «Крот» в качестве мервой меры, в которую вливается раствор (см. рис. 21б). Затем берётся пустая бутылка объёмом примерно 330 мл, заполняется водой наполовину, после чего в неё добавляется жидкость из крышки и всё тщательно перемешивается. Затем добавляется вода до верхней границы широкой цилиндрической части бутылки. После этого крышка закручивается, смесь вновь перемешивается и оставляется на один час для настаивания.
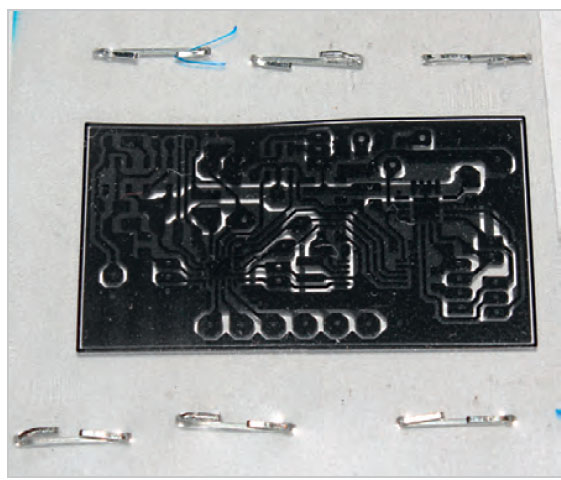
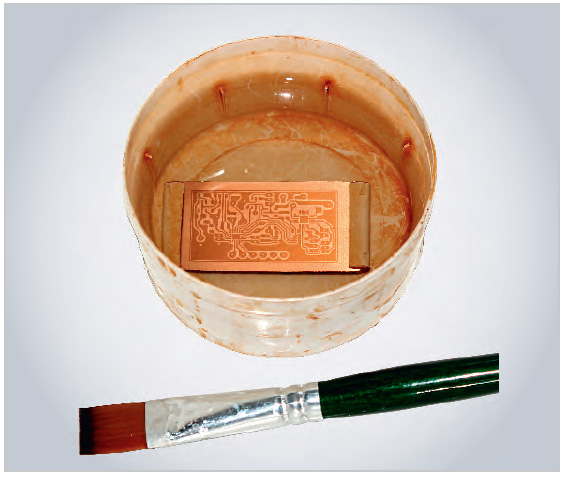
Готовый раствор заливается в кювету (автор применяет для этого пустую пластиковую упаковку от зубного порошка), куда помещается заготовка с установленными клипсами (см. рис. 22). Следует удалить все воздушные пузырьки, которые появляются при опускании заготовки в проявитель (со всех сторон; для этого заготовку необходимо осторожно перевернуть), используя кисточку с мягким ворсом. Время проявления составляет 5–7 минут, а температура проявителя должна быть комнатной (20–22°C). Уже через 3–4 минуты после погружения заготовки в проявитель начинает проявляться изображение, поверх которого образуется фиолетовый налёт, который нужно аккуратно удалять кисточкой, периодически переворачивая заготовку. После завершения проявления раствор следует вылить, а заготовку тщательно промыть под сильной струёй холодной воды с помощью кисточки. При этом рекомендуется избегать контакта пальцами с поверхностями заготовки, держать ее за боковые грани или клипсы.
В следующем разделе статьи будет обсуждаться процесс травления плат, а в третьем разделе – методы установки компонентов на плату.
Литература
1. Кузьминов А. Метод фоторепродуцирования для изготовления фотошаблона печатных плат в домашних условиях // Технологии в электронной промышленности. 2010. № 5. С. 17–23; № 6. С. 10–15; № 7. С. 8–15.
2. Кузьминов А. Изготовление устройств на печатных платах с высоким разрешением в домашних условиях // Технологии в электронной промышленности. 2010. № 8. С. 18–25; 2011. № 1. С. 9–13; № 2. С. 18–25.
3. Кузьминов А. Технология изготовления печатных плат с высоким разрешением в домашних условиях // Радио. 2017. № 10. С. 24–28.
4. Кузьминов А. Как использовать фольгу односторонней печатной платы в качестве общего провода // Радио. 2019. № 2. С. 28–30.
5. Кузьминов А. Тиристорный регулятор скорости вращения коллекторных двигателей постоянного тока // Современная электроника. 2013. № 2. С. 50–53.
6. Кузьминов А. Усовершенствованное устройство для выпаивания микросхем в корпусах QFN/QFP // Радиолоцман.
2023. № 3–4. С. 60–66.
7. Кузьминов А. Регулятор мощности паяльника в сетевой вилке // Современная электроника. 2014. № 2. С. 48–49.

